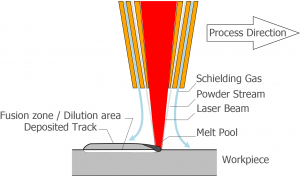
Obtaining accurate additive manufacturing parts with structural load bearing capabilities requires good quality control, which already starts during the manufacturing process. Due to local changes in the substrate, variations in thermal and mechanical properties of the deposited powder and geometry, as well as variation of the build geometry, the monitoring of the actual melt pool is essential.
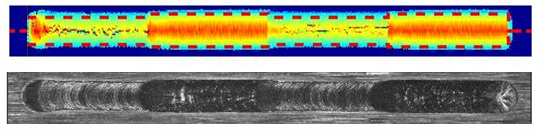
An in-house developed camera system allows to monitor the melt pool temperature distribution in real-time. The data is acquired at rates above 1000 frames per second, in order to generate the required temperature information for the feedback closed-loop laser metal deposition process control. High-speed image recording of rates up to 180 000 frames per second even allows to study the melt pool dynamics upon impact of 20 μm metal powder particles in the molten substrate. Robustness of the system is guaranteed by the use of commercial available and industry accepted components.